Ağır makineler ve güç iletimi dünyasında, dökme çelik dişliler sayısız endüstriyel uygulamanın kritik yapı taşını oluşturur. Genellikle dişli dökümü olarak bilinen bu üretim süreci, küçük pinyonlardan birkaç ton ağırlığında devasa boğa dişlilere kadar dayanıklı ve yüksek mukavemetli dişlilerin üretilmesi için tercih edilen yöntemdir.
Dövme bir alternatif olsa da döküm, genel çalışma koşulları için tasarım esnekliği, maliyet verimliliği ve güvenilir performans açısından benzersiz bir denge sunar. Bu kapsamlı kılavuz, malzeme seçimi ve kalıp süreçlerinden, uzun ömürlülüğü ve aşınmaya direnci sağlamak için gerekli ısı işlem protokollerine kadar dişli dökümlerinin üretimindeki ayrıntıları ele alır.
Dişli dökümleri, erimiş çelikin bir kalıba dökülmesiyle üretilen metal bileşenlerdir. Bu terim neredeyse dökme çelik dişliler ile eş anlamlıdır çünkü çelik, üstün mekanik özelliklerine bağlı olarak kullanılan baskın malzemedir.
Ağırlık Aralığı: Döküm sürecinin çok yönlülüğü, yalnızca birkaç kilogram ağırlığında olanlardan bir tondan fazla ağırlıkta devasa bileşenlere kadar dişli üretimine imkân tanır ve böylece çeşitli endüstriyel ihtiyaçlara cevap verilir.
Malzeme bileşimi: Malzeme seçimi, gerekli çekme mukavemeti ve çalışma koşulları tarafından belirlenir.
Yüksek Karbonlu Dökme Çelik: Bu, genel amaçlı birçok dişli için standart malzemedir ve dayanıklılık ile sertlik arasında iyi bir denge sağlar.
Alaşımlı Çelik (Cr, Ni, Mo): Daha yüksek çekme mukavemeti, tokluk ve aşınmaya dayanıklılık gerektiren uygulamalarda, Krom, Nikel ve Molibden gibi elementler içeren alaşımlı çelikler kullanılır. Genellikle daha düşük hızlarda çalışan büyük dişlilerin, küçük ve yüksek hızda çalışan dişlilere kıyasla fiziksel gereksinimleri biraz daha düşük olabilir; bu da malzeme maliyetlerinin optimize edilmesine olanak tanır.
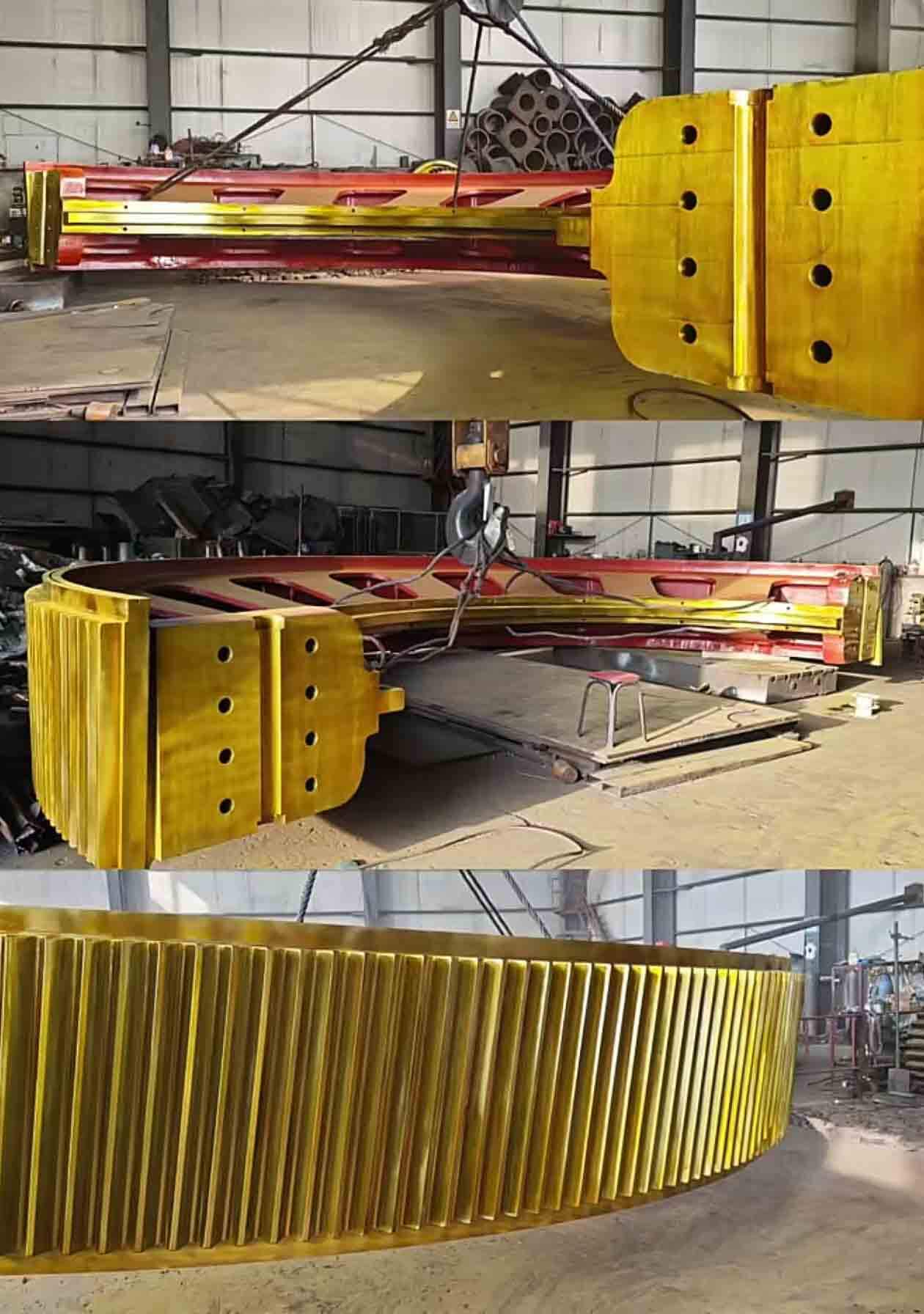
Orta ve büyük boy çelik dökümlerin üretimi için imalat süreci hem güvenilir hem de ekonomik olmalıdır. İşte burada kuvars kumu ile zemin kalıplama tercih edilen teknik haline gelir.
Büyük Dişliler İçin Zemin Kalıplama: Bunun gibi bileşenler için büyük dişliler, küçük dişliler ve boşta dönen dişliler , zemin kalıplama sadece uygun değil; çoğu zaman tek uygulanabilir yöntemdir. Bu süreç, büyük dişliler için gerekli olan büyük kalıplarla başa çıkabilmek amacıyla kalıbın doğrudan dökümhanenin zemininde oluşturulmasını içerir.
Kuvars Kumunun Rolü: Kalıplama malzemesi olarak kuvars kumu kullanmak, yeterli ısıya dayanıklılık ve geçirgenlik sağlayan maliyet etkin bir çözümdür. Çoğu dişli dökümünde dişler, delikler ve montaj yüzeyleri üzerinde önemli ölçüde tornalama işlemi gerektiği için kuvars kumu kalıptan elde edilen döküm yüzey kalitesi tamamen yeterlidir. Nihai boyutlar tornalama ile sağlanacaksa daha pahalı ve yüksek hassasiyetli döküm süreçlerine yatırım yapmak gereksizdir.
Ham dökümler, soğuma sürecinden kaynaklanan iç gerilmelere sahiptir. Gerekli metalurjik özelliklerin ve kullanım ömrünün sağlanabilmesi için, dişliler için hassas bir ısı işlemi zorunludur. Uygun işlem uygulanmazsa bir dişlinin ömrü ciddi şekilde kısalabilir ve haftalar veya aylar düzeyinde ölçülebilir.
Normalizasyon (Gerilim Giderme): Bu işlem, tüm çelik dökümler için zorunlu ilk adımdır. Dişli belirli bir sıcaklığa kadar ısıtılır ve ardından havada soğutulur. Bu süreç, tane yapısını iyileştirir ve iç gerilmeleri giderir; böylece işlenebilirliğe hazır, homojen bir mikroyapı oluşturulur.
Kaynak Onarımları ve İşlenebilirlik İçin Tavlama: Bazen küçük döküm kusurları kaynakla onarılır.
Kaynaktan Sonra Tavlama: Kaynak işlemi uygulanmışsa, kaynak sırasında oluşan yeni gerilmeleri gidermek amacıyla lokal veya tam tavlama yapılması gerekmektedir.
Dişli Frezeleme İçin Yumuşatma: Dişli, dişli frezeleme işlemi için çok sertse, sertliği azaltmak ve herhangi bir sert bölgeyi ortadan kaldırmak amacıyla tavlama işlemi uygulanabilir; bu da temiz ve doğru diş kesimini sağlar.
Aşınmaya Dayanıklılık İçin Sertleştirme (Su Verme): İmalat ve frezeleme işlemlerinden sonra, dişlerin işletme sırasında meydana gelen aşınmaya dayanabilmesi için sertleştirilmesi gerekir.
Küçük Dişliler İçin Karbonlama: Küçük dişliler genellikle karbonlanır; bu, yüzeye karbonun difüzlenmesini takiben su verme ile gerçekleştirilen bir yüzey sertleştirme işlemidir. Bu işlem, sert ve aşınmaya dayanıklı bir yüzey tabakası oluştururken, aynı zamanda tok ve sünek bir çekirdek korunmasını sağlar.
Büyük Büyük Dişliler İçin Yüzey/Endüksiyon Su Verme: Büyük büyük dişlilerde tam boyunca sertleştirme uygulamak pratik değildir. Bunun yerine, yalnızca diş yanağı ve diş dibini seçici olarak sertleştirmek amacıyla endüksiyon veya alevle su verme gibi yüzey sertleştirme teknikleri kullanılır; bu da dişlinin çekirdek tokluğunu etkilemeden üstün aşınma direnci sağlar.
Satın alma sürecinde sıkça sorulan bir soru, döküm ya da dövme dişli belirtmenin uygun olup olmadığıdır. Bu karar, uygulama alanı, bütçe ve performans gereksinimlerine bağlıdır.
Dövme Dişliler: Dövme işlemi, dişlinin diş şekline uyumlu akış gösteren yoğun bir iç tane yapısı oluşturur. Bu durum, üstün dayanım, darbe direnci ve güvenilirlik sağlar. Dövme dişliler, havacılık, yüksek performanslı otomotiv ve kritik ağır kaldırma uygulamaları gibi en zorlu çalışma koşulları için tercih edilir. Ancak bu yüksek performans, önemli ölçüde daha yüksek bir maliyetle gelir ve dövme işlemi genellikle daha basit şekiller ve küçük boyutlarla sınırlıdır.
Döküm Dişliler: Döküm işlemi, karmaşık geometriler ile entegre göbekler veya gövdeler dahil olmak üzere eşsiz tasarım özgürlüğü sağlar. İç yapı, dövmeyle elde edilen yönelimsel dayanıma sahip olmasa da, modern döküm teknikleri ve alaşımlama yöntemleri sayesinde dökme çelik dişliler çoğu genel çalışma koşulu için yeterli ve üzeri mukavemet ile birlikte gelir. Temel avantajlar, daha düşük kalıp maliyetleri ve dövülerek imal edilmesi imkânsız ya da aşırı pahalı olacak kadar büyük ve karmaşık şekiller üretme yeteneğidir.
Sonuç: Alıcılar, üretim sürecini bir maliyet-fayda analizine dayalı olarak seçmelidir. Standart endüstriyel uygulamalar için döküm dişliler en iyi değer sunar. Başarısızlığın kabul edilemeyeceği kritik, yüksek gerilimli ortamlar için ise dövme dişliler gerekli yatırımdır.
Yüksek kaliteli dişli dökümlerinin üretimi karmaşık bir zordur. Bu süreç, malzeme kimyasının titiz şekilde kontrol edilmesini, kusursuz kalıplamanın sağlanması, hassas işlemenin yapılması ve uzmanca uygulanan ısıl işlemi gerektirir. Bu tür özel bileşenler için sipariş hacmi genellikle küçüktür; bu nedenle birçok genel çelik dökümhanesi bu işleri yapmaktan kaçınır.
Ancak, kanıtlanmış bir başarı geçmişi olan uzman bir dökümhane, örneğin Dandong Pengxin Machinery , bu karmaşıklıkları yönetme uzmanlığına sahiptir. Küçük pinyonlar ve ara dişlilerden devasa boğa dişlilerine kadar, kum kalıplama (kuvars kumu ile) ile son ısıl işlem aşamasına kadar sürecin her adımını kontrol etme yeteneği, güvenilir ve uzun ömürlü bir bileşen sağlar.

 Son Haberler
Son Haberler2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

Dandong City Pengxin Makine 1958 yılında kuruldu ve döküm, makinalama ve montajı bir arada olan özel bir işletmedir.
ÇİN HÜNCİRET ÖZEL EYALETİ, LİAONİNG İLİ, DANDONG ŞEHRİ, DONGGANG BELEDİYESİ, QIANYANG KASABASI, XINAN KÖYÜ, WANGjiapu GRUBU
Tüm hakları saklıdır. © Dandong City Pengxin Machinery Co.,Ltd. Gizlilik Politikası Blog







