In de wereld van zware machines en krachtoverbrenging gegoten stalen tandwielen vormen de cruciale draagconstructie voor talloze industriële toepassingen. Dit productieproces, vaak aangeduid als tandwielgieten, is de meest gebruikte methode voor het vervaardigen van duurzame, hoogwaardige tandwielen, variërend van kleine tandwieltjes tot enorme grote tandwielen die meerdere tonnen wegen.
Hoewel smeden een alternatief is, biedt gieten een unieke balans tussen ontwerpflexibiliteit, kostenefficiëntie en betrouwbare prestaties onder algemene werkomstandigheden. Deze uitgebreide gids behandelt de complexiteiten van de productie van tandwielgietstukken, van materiaalkeuze en gietprocessen tot essentiële warmtebehandelingsprotocollen die levensduur en slijtvastheid waarborgen.
Tandwielgietstukken zijn metalen componenten die worden vervaardigd door gesmolten staal in een mal te gieten. De term wordt bijna synoniem gebruikt met gegoten stalen tandwielen omdat staal het meest gebruikte materiaal is vanwege zijn uitstekende mechanische eigenschappen.
Gewichtsreeks: De veelzijdigheid van het gietproces maakt het mogelijk tandwielen te produceren die slechts een paar kilogram wegen tot massieve onderdelen die meer dan een ton wegen, waardoor aan diverse industriële behoeften wordt voldaan.
Materiaalsamenstelling: De keuze van materiaal wordt bepaald door de vereiste treksterkte en de werkomstandigheden.
Hoogkoolstofgegoten staal: Dit is het standaardmateriaal voor veel algemene tandwielen en biedt een goede balans tussen sterkte en hardheid.
Gelegeerd staal (Cr, Ni, Mo): Voor toepassingen die hogere treksterkte, slagvastheid en slijtvastheid vereisen, worden gelegeerde stalen gebruikt waarin elementen zoals chroom, nikkel en molybdeen zijn verwerkt. Het is een gangbare praktijk dat grotere tandwielen, die op lagere snelheden draaien, iets lagere fysieke eisen stellen dan kleine, sneldraaiende tandwielen, wat een geoptimaliseerde materiaalkost mogelijk maakt.
Voor de productie van middelgrote tot grote staalgietstukken moet het fabricageproces zowel betrouwbaar als economisch zijn. Hier komt vloermolding met kwartszand om de techniek van keuze te worden.
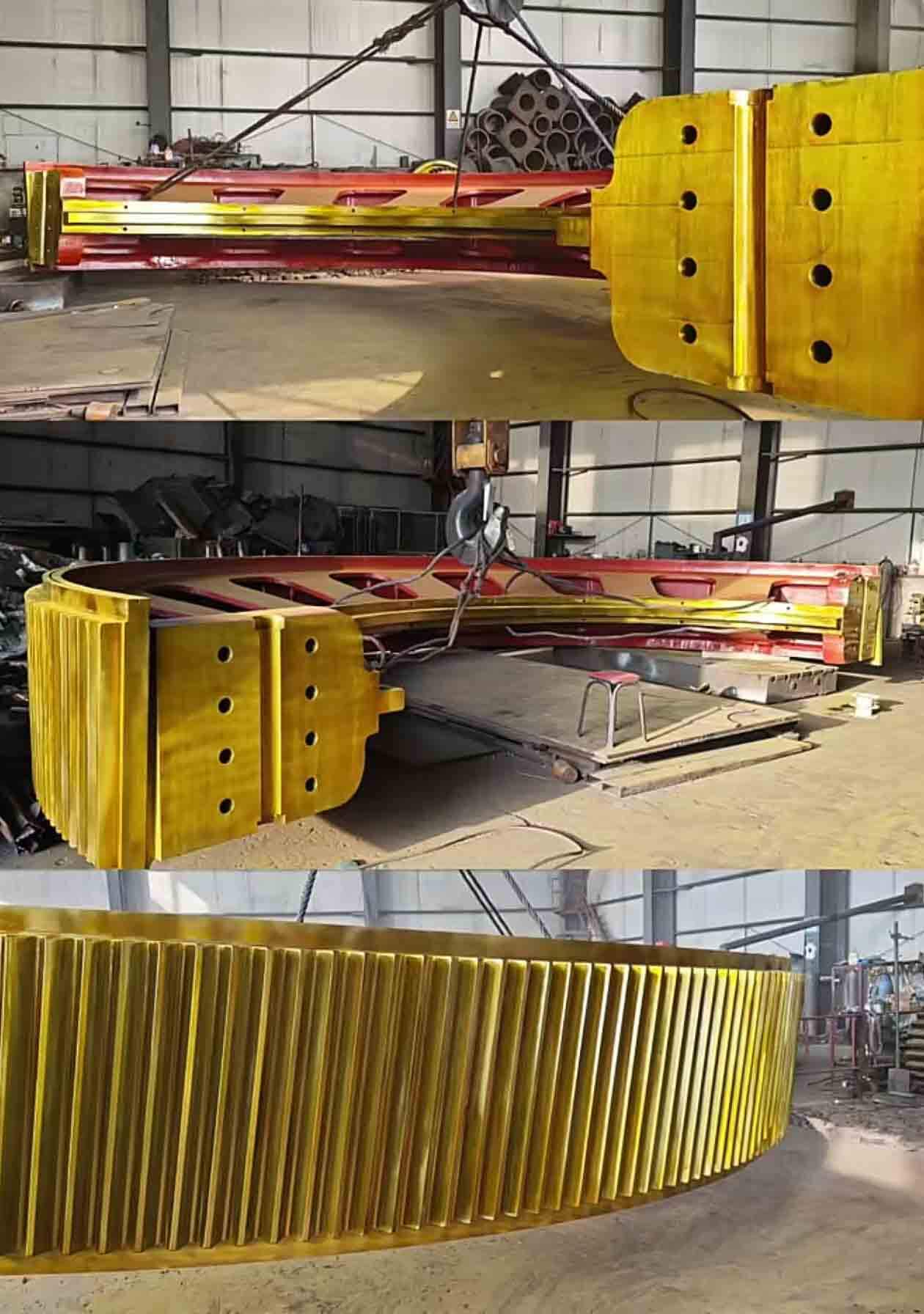
Vloermolding voor grote tandwielen: Voor onderdelen zoals tandkranswielen, drijfwielen en loopwielen , is vloermolding niet alleen geschikt; het is vaak de enige haalbare methode. Bij dit proces wordt de gietvorm direct op de gieterijvloer gebouwd, wat ideaal is voor het hanteren van de grote mallen die nodig zijn voor grote tandwielen.
De rol van kwartszand: Het gebruik van kwartszand als gietvormmateriaal is een kosteneffectieve oplossing die voldoende vuurvastheid en doorlatendheid biedt. Aangezien de meeste tandwielgietstukken aanzienlijke bewerking vereisen aan hun tanden, boringen en montagevlakken, is de oppervlaktekwaliteit van het ruwgegoten stuk uit een kwartszandvorm volkomen toereikend. Het investeren in duurdere, hoogprecieze gietprocessen is overbodig wanneer de eindafmetingen via bewerking worden bereikt.
Ruwe gietstukken bevatten interne spanningen die ontstaan tijdens het afkoelproces. Om de vereiste metallurgische eigenschappen en levensduur te bereiken, is een nauwkeurige warmtebehandeling voor tandwielen onontkoombaar. Zonder juiste behandeling kan de levensduur van een tandwiel drastisch kort zijn, gemeten in weken of maanden.
Normalisatie (spanningsverlaging): Dit is een verplichte eerste stap voor alle staalgietstukken. Het tandwiel wordt verwarmd tot een specifieke temperatuur en vervolgens in lucht afgekoeld. Dit proces verfijnt de korrelstructuur en elimineert interne spanningen, waardoor een uniforme microstructuur ontstaat die geschikt is voor bewerking.
Gloeien voor lasreparaties en bewerkbaarheid: Soms worden kleine gietgebreken gerepareerd door lassen.
Nalasgloeien: Indien lassen wordt toegepast, is een gelokaliseerd of volledig gloeiproces noodzakelijk om de nieuwe spanningen, die door het lassen zijn ingebracht, te verminderen.
Ontharding voor het tandwielversnijden: Als het tandwiel te hard is voor het tandwielversnijden, kan een onthardingsbehandeling worden toegepast om de hardheid te verlagen en eventuele harde plekken te elimineren, zodat een schone en nauwkeurige tandvorming wordt gewaarborgd.
Hardening (uitschakelen) voor slijtvastheid: Na bewerking en tandwielversnijden moeten de tandwieltanden worden gehard om slijtage tijdens bedrijf te weerstaan.
Carburiseren van kleine tandwielen: Kleine tandwielen worden vaak gecarburiseerd, een oppervlakteverhardingsmethode waarbij koolstof in het oppervlak wordt gediffundeerd, gevolgd door uitschakelen. Hierdoor ontstaat een harde, slijtvaste laag terwijl de kern taai en ductiel blijft.
Oppervlakte- / inductieuitschakelen voor grote aandrijftandwielen: Voor grote aandrijftandwielen is volledige verharding onpraktisch. In plaats daarvan worden oppervlakteverhardingstechnieken zoals inductie- of vlamuitschakelen gebruikt om uitsluitend de tandflank en tandvoet te verharden, waardoor uitstekende slijtvastheid wordt geboden zonder de taaiheid van de tandwielkern aan te tasten.
Een veelgestelde vraag in de inkoop is of men een gegoten of een gesmeed tandwiel moet specificeren. De beslissing hangt af van de toepassing, het budget en de prestatievereisten.
Gesmeed tandwielen: Het smeedproces creëert een dichte interne korrelstructuur die meevloeit met de vorm van de tand. Dit resulteert in superieure sterkte, slagvastheid en betrouwbaarheid. Gesmeed tandwielen worden gekozen voor de meest extreme werkomstandigheden, zoals in de lucht- en ruimtevaart, de hoogpresterende automobielindustrie en kritieke zwaarlasttoepassingen. Deze prestaties gaan echter gepaard met een aanzienlijk hogere kostenpost, en smeden is vaak beperkt tot eenvoudigere vormen en kleinere afmetingen.
Gegoten tandwielen: Het gietproces biedt ongeëvenaarde ontwerpvrijheid, waaronder complexe geometrieën en geïntegreerde naaf- of spakenconstructies. Hoewel de interne structuur niet zo richtingsgebonden sterk is als bij smeden, leveren moderne giettechnieken en legering gegoten stalen tandwielen met meer dan voldoende sterkte voor de overgrote meerderheid van algemene werkomstandigheden. De belangrijkste voordelen zijn lagere gereedschapskosten en de mogelijkheid om zeer grote, complexe vormen te produceren die onmogelijk of buitensporig duur zouden zijn om te smeden.
Conclusie: Kopers moeten het productieproces kiezen op basis van een kosten-batenanalyse. Voor standaard industriële toepassingen bieden gegoten tandwielen de beste waarde. Voor kritieke, hoogbelaste omgevingen waarbij uitval geen optie is, zijn gesmede tandwielen de noodzakelijke investering.
Het produceren van hoogwaardige tandwielgieterijen is een complexe uitdaging. Het vereist nauwgezet toezicht op de materiaalchemie, foutloos gieten, precies bewerken en vakbekwaam toegepaste warmtebehandeling. De bestelomvang voor deze gespecialiseerde onderdelen is vaak klein, waardoor veel algemene staalgieterijen zich ervan onthouden.
Echter, een gespecialiseerde gieterij met een bewezen staat van dienst, zoals Dandong Pengxin Machinery , beschikt over de expertise om deze complexiteiten te beheersen. Van kleine tandwielen en tussenwielen tot enorme grote tandwielen: het vermogen om elke stap van het proces te beheersen—van vloervormen met kwartszand tot de uiteindelijke warmtebehandeling—garandeert een betrouwbaar en duurzaam onderdeel.

 Actueel nieuws
Actueel nieuws2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

Dandong City Pengxin Machinery is in 1958 opgericht, het is een bedrijf dat casting, machineren en montage integreert als een privébedrijf.
WANGJIAPU GROEP, XINAN DORP, QIANYANG STAD, DONGGANG STAD, DANDONG STAD, LIAONING PROVINCIE, CHINA
Copyright © Dandong City Pengxin Machinery Co.,Ltd. Alle rechten voorbehouden Privacybeleid Blog







