Fusione vs. Fresatura Completa: Un confronto reale dei costi per componenti complessi
1. Il dilemma che ogni ingegnere deve affrontare
Quando un progetto richiede un componente in metallo con curve intricate, cavità interne o sezioni a parete sottile, il percorso produttivo si divide generalmente in due opzioni: lavorarlo interamente partendo da un blocco massiccio oppure fonderlo in forma quasi definitiva e lavorare meccanicamente solo le superfici critiche. Entrambi gli approcci possono produrre un componente funzionante, ma i costi, i tempi di consegna e l’efficienza nell’uso del materiale possono differire notevolmente. Da Dandong Pengxin Machinery Co., Ltd. , aiutiamo quotidianamente i nostri clienti a prendere questa decisione e, nella maggior parte dei casi che coinvolgono geometrie complesse, partire da una fusione a cera persa riduce il costo totale del 30%–50% rispetto alla lavorazione CNC completa.
2. Conoscere i due approcci
-
Lavorazione CNC completa partendo da barre o da getti — Questo metodo rimuove materiale da un billetto, una piastra o un pezzo forgiato solido mediante fresatura multiasse, tornitura e foratura. È adatto a forme molto semplici, tolleranze estremamente strette o quantità ultra-basse, per le quali non è giustificabile realizzare attrezzature per la fusione. Tuttavia, per componenti complessi, spesso comporta la fresatura dell’80% o più del materiale di partenza, con conseguenti tempi di ciclo prolungati, elevato consumo di utensili e scarti costosi.
-
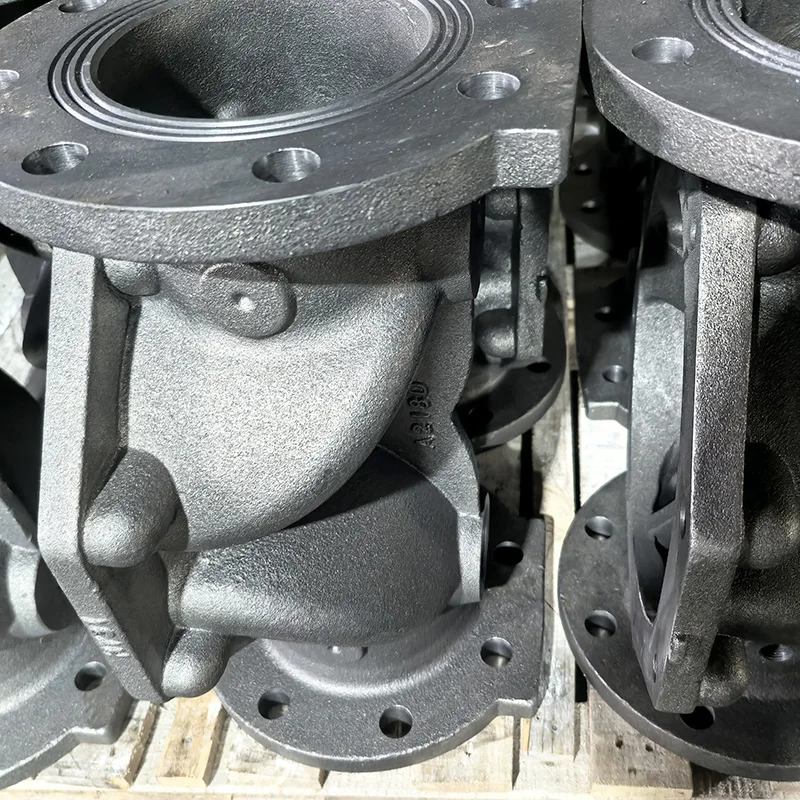
Fusione a cera persa più lavorazione finale — Il processo della cera persa produce un grezzo quasi-finito con un minimo sovrappiù di materiale. Vengono lavorati solo le superfici funzionali che richiedono tolleranze precise o finiture superficiali specifiche. Questo approccio è ideale per componenti con canali interni, profili sagomati e incisioni, che altrimenti richiederebbero estese programmazioni a 5 assi e molteplici montaggi.
3. Confronto diretto affiancato
Nota: Le cifre riportate sopra relative a costi e prestazioni sono riferimenti generici. I risultati effettivi dipendono dalla geometria del componente e dal materiale utilizzato.
4. Come scegliere il processo più adatto per il proprio componente
-
Scegliere la fresatura completa CNC se — La quantità richiesta è inferiore a 10–20 pezzi e la geometria del componente è relativamente semplice, oppure se il componente richiede tolleranze inferiori a 0,01 mm su ogni superficie, rendendo impossibile partire da un getto grezzo.
-
Scegliere la fusione a cera persa + lavorazione meccanica se — Il componente presenta superfici esterne scolpite, canali interni, nervature sottili o tasche per la riduzione del peso. Quantità medie o elevate (da 100 a oltre 100.000 unità all’anno) favoriscono fortemente la fusione. Questa soluzione va inoltre scelta quando il costo del materiale è elevato (acciaio inossidabile, leghe di nichel) e non è economicamente sostenibile trasformare l’80% del lingotto in trucioli.
-
L’area ottimale che serviamo — Per componenti realizzati in acciaio inossidabile, acciaio refrattario e acciai legati, che combinano complessità con volumi da moderati ad elevati, il nostro impianto integrato di fusione e lavorazione meccanica rappresenta quasi sempre la soluzione più economica.
5. Ottieni una ripartizione dei costi specifica per il tuo componente
Ogni geometria di componente racconta una storia diversa. Inviateci il vostro modello 3D o il disegno 2D e il nostro team di Dandong Pengxin Machinery vi fornirà, senza alcun impegno, un confronto dettagliato che indica il costo del materiale, le ore di lavorazione meccanica e il prezzo totale per pezzo sia per la soluzione di lavorazione completa sia per quella di fusione a cera persa. Vi aiuteremo a scegliere la strategia che massimizza il margine di profitto del vostro prodotto. Contattateci tramite il modulo di contatto sul nostro sito web oppure inviateci direttamente un’e-mail per avviare la vostra valutazione.







 Ultime notizie
Ultime notizie
