Støbning versus fuld bearbejdning: En rigtig omkostningssammenligning for komplekse dele
1. Det dilemma, som hver ingeniør står over for
Når en konstruktion kræver en metalkomponent med indviklede kurver, indre tomrum eller tyndvæggede sektioner, deles fremstillingsprocessen normalt i to muligheder: at bearbejde den fuldstændigt fra en massiv blok eller at støbe den næsten i endelig form og kun bearbejde de kritiske overflader. Begge metoder kan levere en funktionsdygtig komponent, men omkostningerne, gennemførelsestiden og materialeffektiviteten kan variere markant. Hos Dandong Pengxin Machinery Co., Ltd. , hjælper vi kunder med at træffe netop denne beslutning hver dag, og i de fleste tilfælde med komplekse geometrier reducerer en start med investeringsstøbning de samlede omkostninger med 30 % til 50 % sammenlignet med fuld CNC-bearbejdning.
2. Forståelse af de to fremgangsmåder
Fuld CNC-bearbejdning fra stangmateriale eller smedeprodukter — Denne metode fjerner materiale fra en massiv billet, plade eller smedeprodukt ved brug af flerakse fræsning, drejning og boring. Den er velegnet til meget simple former, ekstremt stramme tolerancer eller ultra-lave mængder, hvor fremstilling af formværktøj til støbning ikke kan begrundes økonomisk. For komplekse dele betyder det dog ofte, at 80 % eller mere af udgangsmaterialet skal fræses væk, hvilket fører til lange cykeltider, højt forbrug af værktøjer og dyr spildafval.
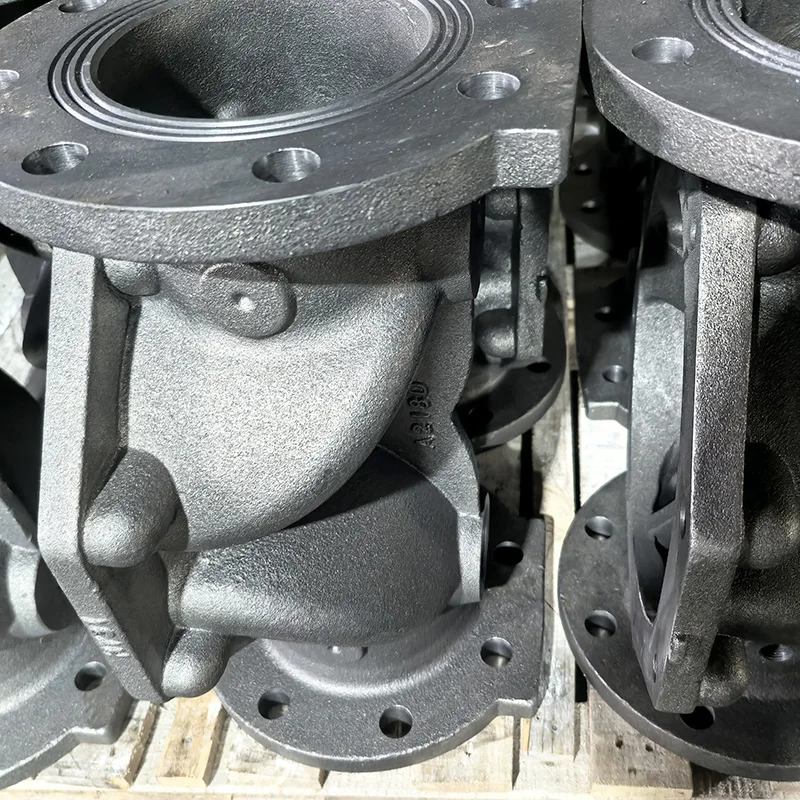
Støbning efter investeringsmetoden + afsluttende maskinbearbejdning — Den såkaldte 'lost-wax'-proces frembringer et næsten færdigt formstøbt emne med minimalt tilskud. Kun funktionelle overflader, der kræver præcise tolerancer eller bestemt overfladekvalitet, bearbejdes yderligere. Denne fremgangsmåde er ideel til dele med indre kanaler, kurvede profiler og prægning, som ellers ville kræve omfattende 5-akse-programmering og flere opsætninger.
3. Direkte side-til-side-sammenligning
| Kriterium | Fuld CNC-maskinbearbejdning | Støbning efter investeringsmetoden + maskinbearbejdning |
|---|---|---|
| Stofudnyttelse | Ofte 15–25 % (80 %+ bliver spåner) | Typisk 80–95 % (næsten færdigformet) |
| Maskinbearbejdningscykeltid | Meget lang; kraftig udskæring kræves | Kun let afsluttende bearbejdning; betydeligt kortere |
| Dimentionel præcision | ±0,01 mm opnåelig på alle overflader | ±0,05–0,1 mm i støbt tilstand, ±0,01 mm på maskinbearbejdede dele |
| Overfladeruhed (Ra) | 0,8–1,6 µm opnåelig overalt | Støbt: 3,2–6,3 µm; maskinbearbejdede overflader svarer til CNC |
| Indvendige/komplekse detaljer | Kræver specialværktøj, EDM eller er ikke mulig | Støbt direkte i form med opløselige/keramiske kerne |
| Værktøjsomkostning (initial) | Ingen (kun til maskinbearbejdning) | Moderat investering for voksform |
| Enhedsomkostning pr. del ved serieproduktion | Forbliver høj på grund af lang cykeltid | Falder kraftigt, når værktøjet er afskrevet |
| Gennemløbstid for serieproduktion | Lineær med mængden | Hurtig, så snart formen er klar |
| Bedst til | Enkle former, strammeste samlede tolerancer, prototyper | Komplekse former, mellemstore til store serier, reduktion af materialeomkostninger |
Bemærk: De ovenstående omkostnings- og ydelsesfigurer er generiske referencer. De faktiske resultater afhænger af reservedelens geometri og materiale.
4. Sådan vælger du den rigtige proces til din reservedel
Vælg fuld CNC-bearbejdning, hvis — Din mængde er under 10–20 stykker, og reservedelens geometri er relativt simpel, eller hvis din reservedel kræver tolerancer under 0,01 mm på alle overflader, hvilket gør det umuligt at bearbejde fra et støbeblank.
Vælg investeringsstøbning + bearbejdning, hvis — Din reservedel har skulpterede ydre overflader, indvendige kanaler, tynde ribber eller vægtreducerende lommer. Middel til høje mængder (fra 100 til 100.000+ enheder pr. år) favoriserer stærkt støbning. Vælg også denne fremgangsmåde, når dit materiale er dyr (rustfrit stål, nikkel-legeringer), og du ikke kan tillade dig at omdanne 80 % af blanken til spåner.
Den optimale niche, vi betjener — For komponenter fremstillet af rustfrit stål, varmebestandigt stål og legeret stål, der kombinerer kompleksitet med moderate til høje volumener, udgør vores integrerede gipsafstøbning- og maskinbearbejdningfacilitet næsten altid den mest økonomiske løsning.
5. Få en omkostningsopgørelse specifikt til din komponent
Hver komponents geometri fortæller en anden historie. Send os din 3D-model eller 2D-tegning, og vores team hos Dandong Pengxin Machinery vil fremsende en forpligtelsesfri sammenligning, der viser materialeomkostningerne, maskinbearbejdnings-timerne og den samlede pris pr. styk for både den fulde maskinbearbejdningsmetode og gipsafstøbningsmetoden. Vi hjælper dig med at vælge den strategi, der sikrer den største fortjenstmargin for dit produkt. Kontakt os via vores hjemmesides kontaktformular eller send os en direkte e-mail for at starte din vurdering.

 Seneste nyheder
Seneste nyheder2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

Dandong City Pengxin Maskiner blev etableret i 1958 og er en privat virksomhed, der fokuserer på kasting, bearbejdning og montering som én enhed.
WANGJIAPU GRUPPE, XINAN LANDBY, QIANYANG BY, DONGGANG STAD, DANDONG STAD, LIAONING PROVINCE, KINA
Copyright © Dandong City Pengxin Maskineri Co., Ltd. Alle rettigheder forbeholdes Privatlivspolitik Blog