Користувацькі металичні литі деталі за кресленням, лиття під тиском, алюмінієве лиття в гравітаційних формах із порошковим покриттям
- Огляд
- Рекомендовані продукти
У передових галузях виробництва, де потрібні високоякісні алюмінієві компоненти, наші послуги індивідуального металевого лиття поєднують технологію лиття під тиском за кресленнями з процесами гравітаційного лиття в металеву форму з додаванням професійного порошкового покриття. Такий комплексний підхід забезпечує виготовлення алюмінієвих деталей із високими механічними властивостями, чудовою точністю розмірів та поліпшеною захисною поверхнею для складних промислових застосувань. Наші інтегровані послуги пропонують повний цикл — від консультації на етапі проектування до готових компонентів, придатних для негайного використання.
Висока якість матеріалу та експлуатаційні характеристики
Ми спеціалізуємося на алюмінієво-кремнієвих сплавах, зокрема A356, A380 та LM25, які відповідно підібрані завдяки своїм оптимальним литейним характеристикам і механічним показникам. Компоненти зі сплаву A356-T6 досягають межі міцності на розрив 230 МПа при відносному видовженні 3–10%, тоді як сплав A380 забезпечує високу рухливість розплаву та межу міцності на розрив 320 МПа. Процес лиття під тиском зменшує пористість до менш ніж 1%, підвищуючи щільність матеріалу та значно покращуючи витривалість. Остаточне нанесення порошкового покриття утворює захисний шар товщиною 60–120 мкм з міцністю зчеплення понад 10 МПа, що підвищує стійкість до корозії, витримуючи понад 500 годин у соліній камері та забезпечуючи стабільну роботу в діапазоні температур від -40°C до 150°C.
Сучасний процес виробництва та остаточної обробки
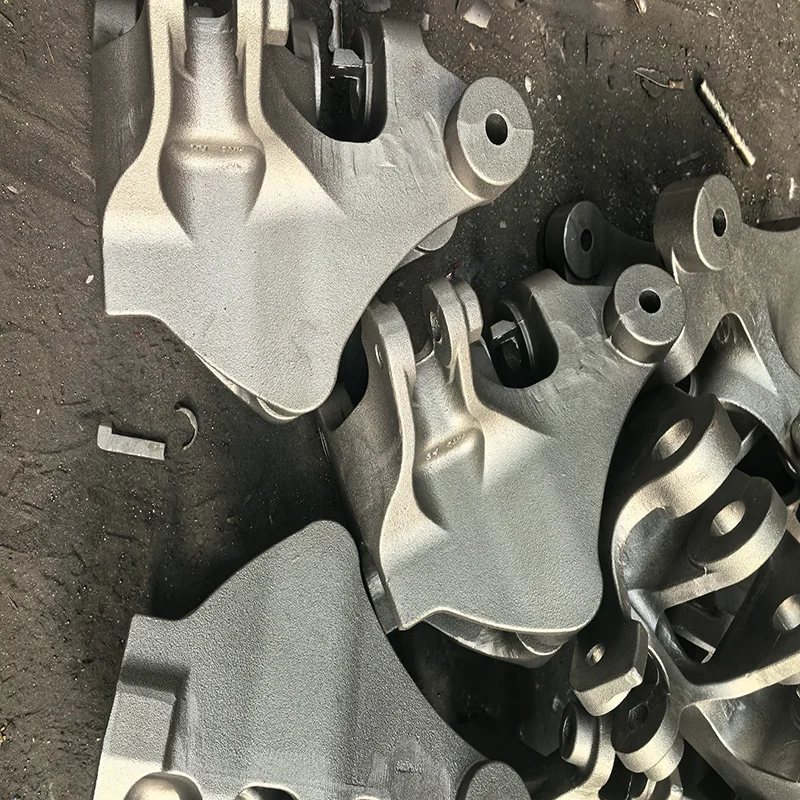
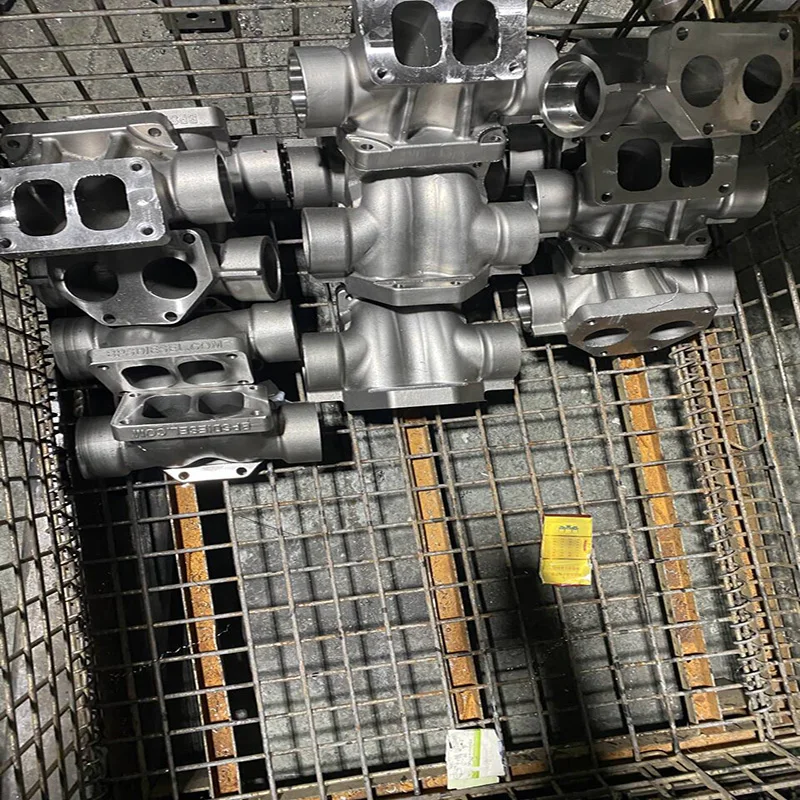
Наше виробництво поєднує лиття під тиском з гравітаційним литтям у постійні форми, використовуючи прецизійно оброблені сталеві форми з передовими системами терморегулювання. Процес лиття під тиском передбачає застосування контрольованого вакуумного підсилення під час кристалізації, що забезпечує повне заповнення форми та мінімізує утримання газів. Це дозволяє досягти розмірної точності в межах ±0,002 дюйма на дюйм і чистоти поверхні 3,2–6,3 мкм Ra у стані поставки. Подальша обробка на верстатах з ЧПК забезпечує витримання критичних допусків у межах ±0,005 дюйма. Етап нанесення порошкового покриття передбачає електростатичне нанесення та термічне витримування при 180–200 °C, що гарантує рівномірне покриття навіть на складних геометріях. Комплексна перевірка якості включає рентгенівський контроль, аналіз геометричних параметрів і випробування на адгезію покриття.
Спеціальні промислові застосування
Наші послуги з лиття та обробки алюмінію виконують ключові функції в різних галузях, зокрема в автомобільній промисловості (компоненти двигунів, деталі трансмісій), архітектурі (конструктивні елементи, декоративні деталі) та в промисловому устаткуванні (корпуси насосів, деталі машин). Галузь транспорту використовує наші компоненти для легких конструкційних деталей, тоді як електротехнічна галузь замовляє наші послуги для виробництва корпусів. Додаткові застосування включають морські компоненти, зовнішнє обладнання та архітектурні приналежності, де поєднання легкості алюмінію та захисних властивостей порошкового покриття забезпечує оптимальну продуктивність у складних умовах.
Співпрацюйте з нашим спеціалізованим металевим литейним виробництвом, яке виготовляє алюмінієві деталі методом гравітаційного лиття у металеву форму, поєднуючи виробничі компетенції з високоякісним захистом поверхонь. Наші комплексні послуги лиття під тиском та порошкового покриття забезпечують виготовлення компонентів, що підвищують ефективність продуктів, подовжують термін служби та гарантують надійну роботу в складних умовах, і супроводжуються повним технічним документуванням та сертифікацією якості.

Назва товару |
виливки/частини штампування/частини піщаного лиття/алюмінієві частини штампування |
Послуги злиття |
Лиття заліза, лиття під тиском, лиття в піщані форми, гравітаційне лиття тощо |
Матеріалу |
QT200, 250, HT250, алюміній ADC12 тощо (відповідно до ваших вимог). |
Проектування інструментів |
Ми маємо власну дослідно-конструкторську групу для виготовлення спеціального інструменту, зазвичай підготовка займає 7–15 днів. |
Стандартних |
Китайський стандарт GB високої точності. |
Оздоблення поверхні |
Фрезерна обробка, анодування, порошкове покриття, деревний малюнок, полірування, шліфування, електрофорез. |
Малюнок |
3D-креслення: .step / .stp, 2D-креслення: .dxf / .dwg / .pdf |