Fonderie vs. usinage complet : une comparaison réelle des coûts pour les pièces complexes
1. Le dilemme auquel chaque ingénieur est confronté
Lorsqu’une conception exige un composant métallique présentant des courbes complexes, des vides internes ou des sections à parois minces, le processus de fabrication se divise généralement en deux options : l’usiner entièrement à partir d’un bloc massif ou le mouler à proximité de la forme finale puis n’usiner que les surfaces critiques. Les deux approches permettent d’obtenir une pièce fonctionnelle, mais les coûts, les délais de livraison et l’efficacité d’utilisation des matériaux peuvent varier considérablement. Chez Dandong Pengxin Machinery Co., Ltd. , nous aidons nos clients à prendre précisément cette décision au quotidien, et, dans la plupart des cas impliquant des géométries complexes, le recours initial au moulage à cire perdue réduit le coût total de 30 % à 50 % par rapport à un usinage CNC intégral.
2. Présentation des deux approches
-
Usinage CNC intégral à partir de barres ou de pièces forgées — Cette méthode retire du matériau à partir d’une billette, d’une plaque ou d’une pièce forgée solide à l’aide d’un usinage multi-axes (fraisage, tournage et perçage). Elle convient aux formes très simples, aux tolérances extrêmement serrées ou aux quantités ultra-faibles, pour lesquelles la fabrication d’un outillage de fonderie ne serait pas justifiée. Toutefois, pour les pièces complexes, elle implique souvent de retirer par fraisage 80 % ou plus du matériau initial, ce qui entraîne des temps de cycle longs, une consommation élevée d’outillages et des déchets coûteux.
-
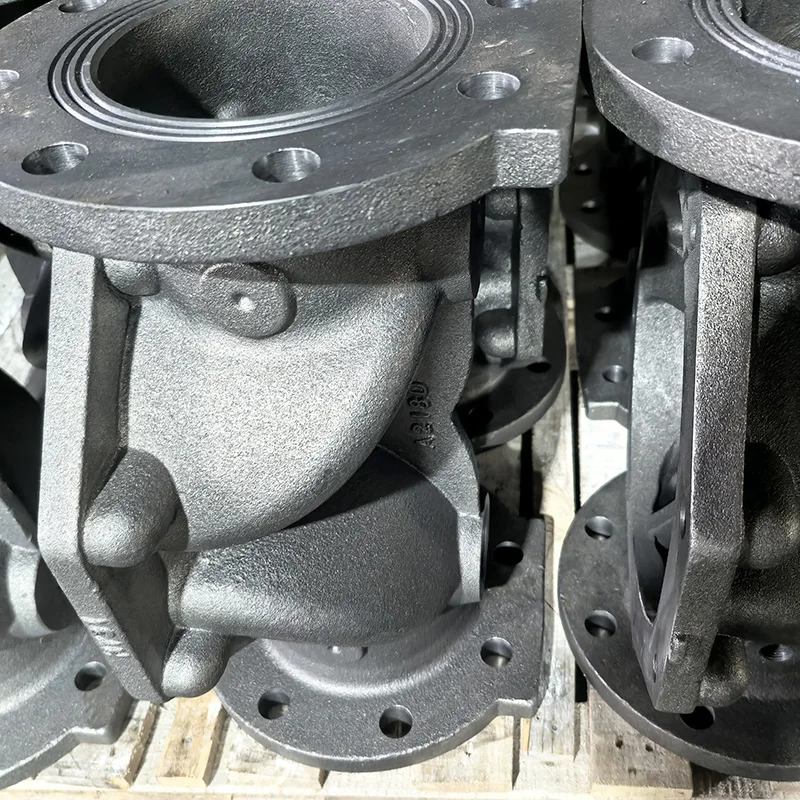
Fonderie de précision + usinage final — Le procédé de la cire perdue produit une pièce brute quasi-finie avec une surépaisseur minimale. Seules les surfaces fonctionnelles nécessitant des tolérances précises ou une finition superficielle spécifique sont usinées. Cette approche est idéale pour les pièces comportant des passages internes, des profils contournés ou des marquages, qui exigeraient sinon une programmation étendue en 5 axes et de multiples mises en position.
3. Comparaison directe côte à côte
Remarque : Les coûts et performances indiqués ci-dessus sont des références génériques. Les résultats réels dépendent de la géométrie de la pièce et du matériau utilisé.
4. Comment choisir le procédé adapté à votre pièce
-
Optez pour l’usinage CNC complet si — Votre quantité est inférieure à 10–20 pièces et la géométrie de la pièce est relativement simple, ou si votre pièce exige des tolérances inférieures à 0,01 mm sur toutes ses surfaces, ce qui rend impossible son usinage à partir d’une pièce moulée.
-
Optez pour la fonderie de précision + usinage si — Votre pièce présente des surfaces extérieures sculptées, des canaux internes, des nervures fines ou des évidements destinés à réduire le poids. Des quantités moyennes à élevées (de 100 à plus de 100 000 unités par an) privilégient fortement le moulage. Ce procédé est également recommandé lorsque le coût du matériau est élevé (acier inoxydable, alliages à base de nickel) et que vous ne pouvez pas vous permettre de transformer 80 % de la matière brute en copeaux.
-
La zone optimale que nous desservons — Pour les composants fabriqués en acier inoxydable, en acier réfractaire et en aciers alliés, qui allient complexité et volumes modérés à élevés, notre usine intégrée de fonderie et d’usinage constitue presque toujours la solution la plus économique.
5. Obtenez une décomposition détaillée des coûts spécifique à votre pièce
Chaque géométrie de pièce raconte une histoire différente. Envoyez-nous votre modèle 3D ou votre plan 2D, et notre équipe de Dandong Pengxin Machinery vous fournira, sans engagement, une comparaison indiquant le coût des matériaux, le nombre d’heures d’usinage et le prix unitaire total, tant pour la voie d’usinage complet que pour la voie de fonderie précise. Nous vous aiderons à choisir la stratégie qui maximise la marge bénéficiaire de votre produit. Contactez-nous via le formulaire de contact sur notre site web ou envoyez-nous un courriel directement pour lancer votre évaluation.







 Actualités en vedette
Actualités en vedette
