Pengecoran vs. Pemesinan Penuh: Perbandingan Biaya Sebenarnya untuk Komponen Kompleks
1. Dilema yang Dihadapi Setiap Insinyur
Ketika suatu desain memerlukan komponen logam dengan lengkungan rumit, rongga internal, atau bagian berdinding tipis, jalur manufaktur biasanya terbagi menjadi dua pilihan: memesinnya sepenuhnya dari balok padat, atau mengecornya mendekati bentuk akhir lalu hanya memesin permukaan kritisnya. Kedua pendekatan ini mampu menghasilkan komponen fungsional, namun biaya, waktu pengerjaan, dan efisiensi bahan dapat berbeda secara signifikan. Di Dandong Pengxin Machinery Co., Ltd. , kami membantu klien menavigasi keputusan tepat ini setiap hari, dan dalam kebanyakan kasus yang melibatkan geometri kompleks, memulai dengan pengecoran investasi dapat memangkas total biaya hingga 30% hingga 50% dibandingkan pemesinan CNC penuh.
2. Memahami Kedua Pendekatan
Pemesinan CNC Penuh dari Batang Baja atau Tempa — Metode ini menghilangkan material dari batang padat, pelat, atau tempa menggunakan penggilingan multi-sumbu, pembubutan, dan pengeboran. Metode ini cocok untuk bentuk yang sangat sederhana, toleransi yang sangat ketat, atau jumlah produksi yang sangat rendah sehingga pembuatan cetakan coran tidak dapat dibenarkan secara ekonomis. Namun, untuk komponen kompleks, metode ini sering kali berarti menghilangkan 80% atau lebih material awal melalui penggilingan, sehingga mengakibatkan waktu siklus yang panjang, konsumsi peralatan pemotong yang tinggi, serta limbah sisa potongan yang mahal.
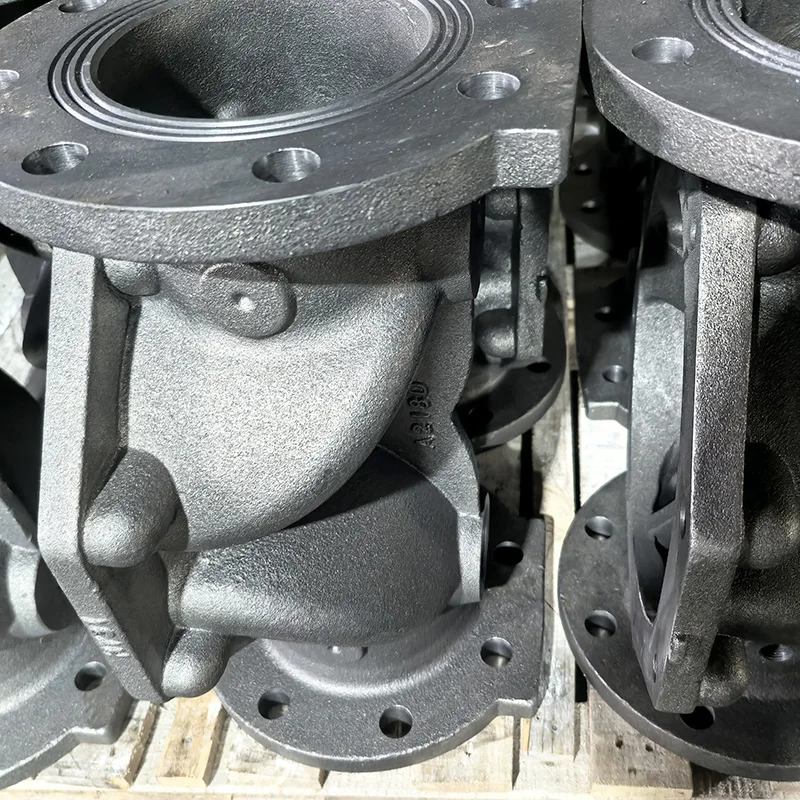
Pengecoran Investasi Ditambah Pemesinan Akhir — Proses lilin hilang (lost wax) menghasilkan benda cor mendekati bentuk akhir (near-net-shape) dengan allowance material minimal. Hanya permukaan fungsional yang memerlukan toleransi presisi atau kualitas permukaan tertentu yang dikenai proses pemesinan. Pendekatan ini ideal untuk komponen dengan saluran internal, profil berkontur, dan cetakan huruf yang jika dikerjakan secara penuh akan memerlukan pemrograman 5-sumbu yang rumit dan banyak kali penyetelan ulang.
3. Perbandingan Langsung Berdampingan
| Kriteria | Pemesinan CNC Penuh | Pengecoran Investasi + Pemesinan |
|---|---|---|
| Pemanfaatan bahan | Sering kali 15–25% (80%+ menjadi serbuk/limbah potongan) | Umumnya 80–95% (mendekati bentuk akhir) |
| Waktu Siklus Pemesinan | Sangat panjang; pembubutan kasar berat diperlukan | Hanya penyelesaian ringan; jauh lebih pendek secara drastis |
| Akurasi Dimensi | akurasi ±0,01 mm dapat dicapai pada semua permukaan | ±0,05–0,1 mm dalam kondisi coran asli, ±0,01 mm pada fitur yang dimesin |
| Kasar Permukaan (Ra) | ra 0,8–1,6 µm dapat dicapai di seluruh permukaan | Permukaan coran asli: Ra 3,2–6,3 µm; permukaan yang dimesin sesuai dengan hasil CNC |
| Fitur Internal/Kompleks | Memerlukan peralatan khusus, EDM, atau tidak memungkinkan | Dicor langsung ke bentuk akhir menggunakan inti larut/keramik |
| Biaya Peralatan (Awal) | Tidak ada (hanya untuk pemesinan) | Investasi sedang untuk cetakan lilin |
| Biaya Satuan Komponen pada Volume Produksi | Tetap tinggi karena waktu siklus yang panjang | Turun tajam setelah biaya cetakan diamortisasi |
| Waktu Tunggu untuk Produksi Seri | Linear terhadap jumlah produksi | Cepat setelah cetakan siap |
| Terbaik Untuk | Bentuk sederhana, toleransi keseluruhan paling ketat, prototipe | Bentuk kompleks, volume menengah hingga besar, pengurangan biaya bahan |
Catatan: Angka biaya dan kinerja di atas merupakan referensi umum. Hasil aktual bergantung pada geometri komponen dan material.
4. Cara Memilih Proses yang Tepat untuk Komponen Anda
Pilih Pemesinan CNC Penuh jika — Jumlah komponen kurang dari 10–20 buah dan geometri komponen relatif sederhana, atau jika komponen Anda memerlukan toleransi di bawah 0,01 mm pada setiap permukaan, sehingga tidak memungkinkan untuk dikerjakan dari benda coran mentah.
Pilih Pengecoran Investasi + Pemesinan jika — Komponen Anda memiliki permukaan luar berbentuk artistik, saluran internal, rusuk tipis, atau rongga pengurang berat. Jumlah sedang hingga tinggi (mulai dari 100 hingga lebih dari 100.000 unit per tahun) sangat menguntungkan proses pengecoran. Pilih juga metode ini ketika biaya material Anda tinggi (baja tahan karat, paduan nikel) dan Anda tidak mampu mengubah 80% bahan baku menjadi serpihan logam.
Titik Optimal yang Kami Layani — Untuk komponen yang terbuat dari baja tahan karat, baja tahan panas, dan baja paduan yang menggabungkan kompleksitas dengan volume sedang hingga tinggi, fasilitas pengecoran dan pemesinan terintegrasi kami hampir selalu memberikan jalur paling ekonomis.
5. Dapatkan Rincian Biaya yang Spesifik untuk Komponen Anda
Setiap geometri komponen menceritakan kisah yang berbeda. Kirimkan kepada kami model 3D atau gambar 2D Anda, dan tim kami di Dandong Pengxin Machinery akan memberikan perbandingan tanpa kewajiban yang menunjukkan biaya bahan, jam pemesinan, serta harga total per unit untuk kedua jalur: jalur pemesinan penuh dan jalur pengecoran investasi. Kami akan membantu Anda memilih strategi yang mengembalikan margin keuntungan maksimal ke dalam produk Anda. Hubungi kami melalui formulir kontak di situs web kami atau kirimkan email langsung untuk memulai evaluasi Anda.

 Berita Terpanas
Berita Terpanas2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

Perusahaan Pengxin Mesin Kota Dandong didirikan pada tahun 1958, merupakan perusahaan swasta yang menggabungkan pengecoran, pemrosesan mesin, dan perakitan menjadi satu kesatuan.
WANGJIAPU GROUP, DESA XINAN, KECAMATAN QIANYANG, KOTA DONGGANG, KOTA DANDONG, PROVINSI LIAONING, CHINA
Hak Cipta © Dandong City Pengxin Machinery Co., Ltd. All Rights Reserved Kebijakan Privasi Blog