Støping versus full bearbeiding: En ekte kostnadsammenligning for komplekse deler
dilemmaet hver ingeniør står ovenfor
Når en konstruksjon krever en metallkomponent med intrikate kurver, indre tomrom eller tynnveggige deler, deler produksjonsveien vanligvis seg i to alternativer: bearbeide den helt fra en massiv blokk, eller støpe den nær ferdigform og kun bearbeide de kritiske overflatene. Begge tilnærminger kan levere en funksjonell komponent, men kostnadene, gjennomføringstiden og materialutnyttelsen kan variere betydelig. Hos Dandong Pengxin Machinery Co., Ltd. hjelper vi kunder med å navigere denne nøyaktige beslutningen hver dag, og i de fleste tilfellene med komplekse geometrier reduserer det å starte med investeringsstøping totalkostnadene med 30–50 % sammenlignet med full CNC-bearbeiding.
2. Forståelse av de to tilnærmingene
Full CNC-bearbeiding fra stavmateriale eller smidde halvfabrikata — Denne metoden fjerner materiale fra en massiv stang, plate eller smiedel ved bruk av flerakse fræsing, dreining og boremaskiner. Den egner seg for svært enkle former, ekstremt stramme toleranser eller ultra-lave kvanta der det ikke er forsvarlig å lage støpeverktøy. For komplekse deler betyr det imidlertid ofte at 80 % eller mer av utgangsmaterialet må fræses bort, noe som fører til lange syklustider, høy verktøyforbruk og dyrt avfall.
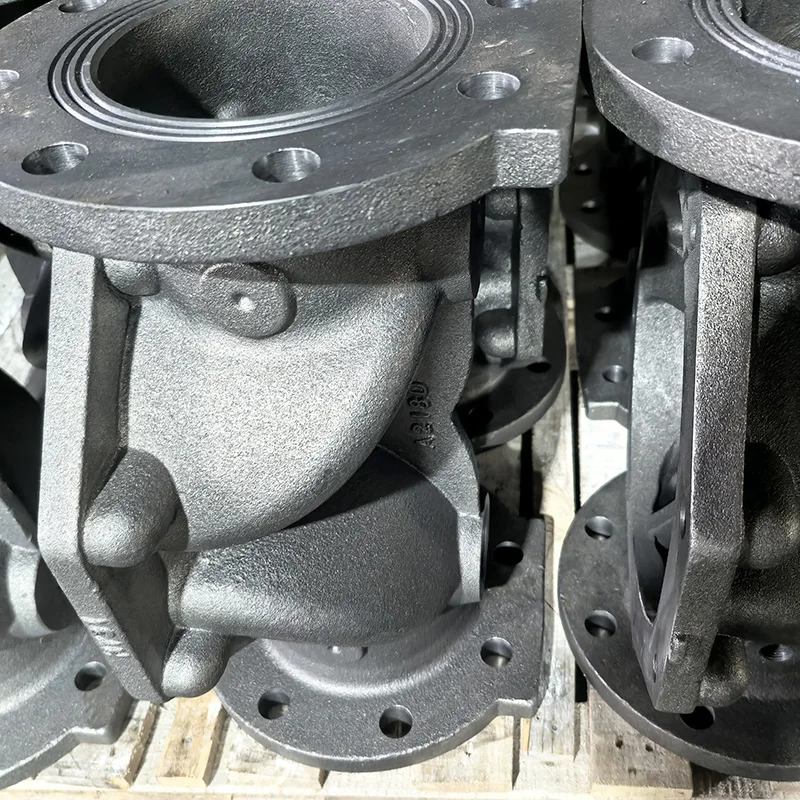
Investeringstøping pluss ferdigbearbeiding — Den såkalte «lost-wax»-prosessen produserer et nesten ferdigformet halvfabrikat med minimal overflatebehandlingstillegg. Kun funksjonelle overflater som krever nøyaktige toleranser eller spesifisert overflatekvalitet bearbeides videre. Denne fremgangsmåten er ideell for deler med indre kanaler, kurvede profiler og inngrovede skrifttrekk som ellers ville krevd omfattende programmering for 5-aksefræsing og flere innspenninger.
3. Direkte side-ved-side-sammenligning
| Kriterium | Full CNC-bearbeiding | Investeringstøping + bearbeiding |
|---|---|---|
| Materialeutnyttelse | Ofte 15–25 % (80 %+ blir spåner) | Typisk 80–95 % (nesten ferdigformet) |
| Bearbeidingssyklustid | Veldig lang; kraftig grovbearbeiding kreves | Kun lett avslutning; betydelig kortere |
| Dimensjonell nøyaktighet | ±0,01 mm oppnåelig på alle overflater | ±0,05–0,1 mm i gjuttillstand, ±0,01 mm på bearbeidede detaljer |
| Overflateruhet (Ra) | 0,8–1,6 µm oppnåelig overalt | Gjuttillstand 3,2–6,3 µm; bearbeidede overflater samsvarer med CNC |
| Indre/komplekse detaljer | Krever spesialverktøy, EDM eller er ikke mulig | Støpt direkte i form med oppløselige/keramiske kjerner |
| Verktøykostnad (innledende) | Ingen (kun for bearbeiding) | Moderat investering for voksform |
| Enhetstkostnad ved volum | Forblir høy på grunn av lang syklustid | Fallar bratt når verktøykostnadene er amortisert |
| Leveringstid for serieproduksjon | Lineær med mengde | Rask så snart formen er klar |
| Beste for | Enkle former, strengeste totale toleranser, prototyper | Komplekse former, middels til store volumer, reduksjon av materialkostnader |
Merk: De ovennevnte kostnads- og ytelsesfigurene er generelle referanser. Faktiske resultater avhenger av delens geometri og materiale.
4. Hvordan velge riktig prosess for din del
Velg full CNC-bearbeiding hvis — Mengden er under 10–20 enheter og delens geometri er relativt enkel, eller hvis delen krever toleranser under 0,01 mm på alle overflater, noe som gjør det umulig å bearbeide fra et støpeblank.
Velg investeringsstøping + bearbeiding hvis — Delen har skulpterte ytre overflater, interne kanaler, tynne ribber eller lommestrutur for vektreduksjon. Middels til høye mengder (fra 100 til 100 000+ enheter per år) favoriserer sterkt støping. Velg også denne løsningen når materialekostnaden er høy (rustfritt stål, nikklegeringer) og du ikke kan tillate at 80 % av blanken blir til spåner.
Den optimale nisjen vi betjener — For komponenter laget av rustfritt stål, varmebestandig stål og legeringsstål som kombinerer kompleksitet med moderate til høye volumer, gir vår integrerte støpe- og maskinbearbeidingsanlegg nesten alltid den mest økonomiske løsningen.
5. Få en kostnadsoppdeling spesifikk for din komponent
Hver komponentgeometri forteller en annen historie. Send oss modellen din i 3D eller tegningen din i 2D, og vårt team hos Dandong Pengxin Machinery vil gi deg en uforpliktende sammenligning som viser materialekostnaden, maskinbearbeidingstiden og totalprisen per enhet både for den fullstendige maskinbearbeidingsmetoden og for investeringsstøpemetoden. Vi hjelper deg med å velge strategien som gir størst fortjenstmargin tilbake til ditt produkt. Ta kontakt via kontaktformularen på vår nettside eller send oss en e-post direkte for å starte vurderingen din.

 Siste nytt
Siste nytt2026-05-05
2026-05-02
2026-04-26
2026-04-20
2026-04-14
2026-04-07

Dandong City Pengxin Maskin ble grunnlagt i 1958, og er et privatfirma som omfatter gjutning, maskering og montasje.
WANGJIAPU GRUPPE, XINAN BY, QIANYANG TOWN, DONGGANG BY, DANDONG BY, LIAONING PROVINS, KINA
Opphavsrett © Dandong City Pengxin Machinery Co., Ltd. Alle rettigheter forbeholdt Personvernpolicy Blogg